
Abrasive blasting
Abrasive blasting is a metal surface preparation technique used to remove mill scale, rust, paint or foreign matter by using a high speed blasting abrasive. Abrasive blasting is the most widely used cleaning method because it provides fast, cost-effective cleaning and creates a rough surface suitable for good adhesion of most coating systems.


Work using this method must be done in accordance with applicable occupational and environmental health and safety standards and regulations.
What is needed before abrasive blasting?
Abrasive blasting does not effectively remove oil, grease or chemical contaminants such as salts and chlorides. Therefore, no cleaning procedure should be continued with this method until all of these contaminants have been removed during pre-cleaning. If these chemical contaminants are not removed, abrasive blasting will spread them over the entire surface, contaminating the abrasive and making subsequent removal difficult.

Removing oil, grease, and other visible contaminants can be accomplished by using SSPC-SP1 solvent cleaning. Surface irregularities such as sharp edges, weld spatter or slag should be removed as required by the contract documents (project specification).
The coating specification may also require chloride testing to ensure that the soluble salts deposited do not exceed the allowable limit.
What environmental conditions should be monitored during abrasive blasting?
Moisture condenses on any surface cooler than the dew point of the surrounding air. Therefore, it is recommended that the steel surface temperature be at least 3°C (5°F) above the dew point during abrasive blasting operations. The humidity, surface temperature and dew point should be checked periodically during cleaning. In addition, all conditions mentioned in the coating and project specification documents must be met.

What methods can be used for dry abrasive blasting?
The main elements that constitute the support for surface preparation with abrasive blasting are
- Compressor
Hopper
Hoses
Nozzles
Others (couplings, etc)

Dry abrasive blast cleaning methods can be performed in the following ways:
- Using compressed air, blast nozzles and an abrasive
Using a closed-loop recirculation system with compressed air, blasting nozzle and an abrasive, with or without vacuum for the recovery of abrasives and dust.
Using a closed-cycle recirculation system with centrifugal wheels and an abrasive
Additional methods can be discussed between the contractor and those who established the requirements.
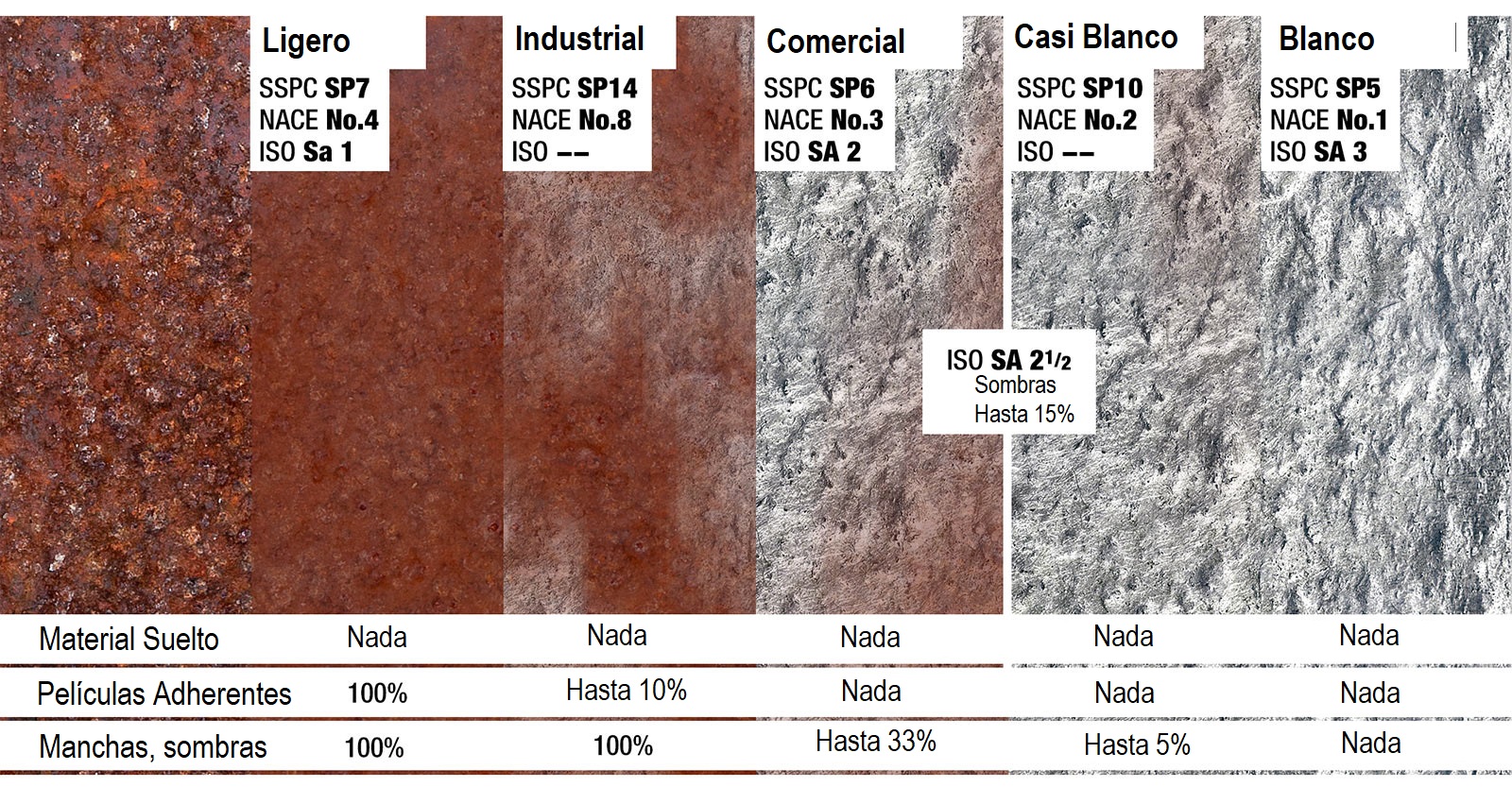
What levels/degrees of cleanliness can be achieved through the use of abrasive blasting?
Abrasive blasting surface preparation methods are organized from highest to lowest degree of cleanliness as follows:
.png)
How to select the abrasive?
To select a suitable abrasive, it is necessary to consider the type, grade and surface condition of the steel, the surface finish requirements and whether or not the abrasive needs to be recycled. The parameters of the abrasive that affect the surface preparation are
•Form: Angular particles generate an angular surface profile while rounded particles generate a more polished surface profile.
•Size: The larger the abrasive particle size, the higher the profile produced on the cleaned surface.
•Speed of the abrasive: The higher the nozzle pressure, the faster the cleaning speed.
•Density of the abrasive: The greater the density or mass of an abrasive particle, the more effective it is at removing dense coatings and the deeper the surface profile.
•Hardness of the abrasive: The choice of the appropriate abrasive hardness depends on the type and degree of cleanliness required. Generally, the harder the surface contaminant, the harder the abrasive must be.
.png)
The abrasive used for cleaning must be dry and free of contaminants such as oil, grease, etc. The air compressor should also be checked for oil and water contamination using the Blotter Test.
What should you do after abrasive blasting?
After abrasive blasting, visible deposits of oil, grease, or other contaminants must be removed in accordance with SSPC-SP 1 or other method agreed upon by the parties responsible for establishing the requirements and those responsible for performing the work.
If there is loose dust or debris on the surface, it can be removed by brushing, blowing the debris with clean, dry air, and vacuuming. Some coating specifications require that a surface dust test be performed.
Immediately prior to coating, the entire surface must meet the specified cleanliness level.
Roughness profile
Most coating specifications require a surface profile measurement by Press-O-Film (replica test) or a trade name as a testex tape test. The reference standard for this test is ASTM-4417, method C or ISO-8503-1. The surface profile depends on the coating specification, most specifications require 2 to 3 mils.
.jpg)
Aplika Control Corrosionsupplies the equipment and consumables necessary for cleaning by abrasive blasting and quality control of the process, along with specialized technical advice to achieve the degree of cleanliness required and the proper development of technical specifications.


